
CATEGORY
- 联系我们
CONTACT US
联系电话:18622692105(天津) 13701250712(北京)
2015-07-01点击:3145

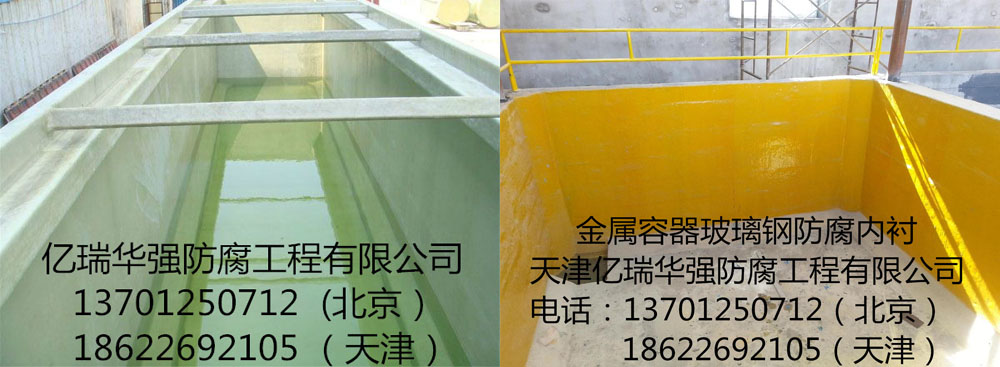
玻璃钢大型现场储罐(容器)制作工艺
设备采用最新版本的数控纤维缠绕机制造,具体制造工艺如下:
一.玻璃钢储罐准备工作。
(1)仔细阅读设计文件,注意原材料选用、各部分尺寸、模具的选用、铺层设计等关键事项,做到心中有数。
(2 )设备就位..取30米见方平整地面,将缠绕机基座和中心柱就位,并组装到一起,找平找正。
(3) 模具组装.吊车配合吊装模具支承环,用钢丝绳连接各环与中心支撑,调节钢丝绳长度以满足张力需要.
(4)木质方梁组装,取长度超过罐体设计高度的木方梁,在模具环周围均匀 .铺放,其作用是起罐体支撑骨架功能。
(5)三合板订装。为使模具圆滑均匀无明显凹凸感,最外部采用三合板在木质方梁外进行铺排,用射钉枪将板材按照一定顺序订牢固。
(6)模具校正。微机柜接入电源,初步调试正常后,转动模具,用测量工具勘测模具是否竖直,避免出现椭圆现象。调节模具支撑环间隙,使模具整体直径上小下大,以保证模具稍度,有利于罐体脱模。
(7)设备调试。首先认真检查设备运转及工作部位是否正常,特别要细心检查树脂-固化剂双组分泵是否有堵塞现象,之间配比是否达到设计要求;要确保制衬、缠绕、脱模时设备的运行稳定和工作精度;
(8)清理模具。要求模具表面无坑凹、粉尘、杂物及其他附着物,模具要作到表面平滑,有问题及时修理、维护 (9)缠聚酯薄膜。为方便脱模,在模具表面应包覆1层聚酯薄膜,薄膜搭接宽度1~2㎝,厚度为40um之间。要求薄膜无破损,无皱折,两面光滑洁净。薄膜产品质量满足GB 13950-1992的要求。
二、玻璃钢储罐筒体内衬成型。内衬按结构又分内衬层和过渡层,主要起防腐防渗作用。
(1)内衬树脂配制。按质检部门根据当时的工作环境、温度条件作出的树脂配方体系进行内衬树脂配兑,配料量要根据制造进度合理掌握。当现场情况发生变化时,质检部门和制造部门应及时调整配方,并按新配方配制需用的树脂;
(2)按设计要求的铺层步骤进行内衬层制作。内衬的制作采用现场模具,进口维纳斯喷枪喷射成型。内衬树脂含量高,具有很好的防腐防渗作用,其内衬层树脂含量在90+2%,过渡层树脂含量80%.
(3)过程检验。按设计要求铺覆完各层后,要求操作工人进行初步的质量检测:内衬是否达到设计厚度,局部是否有贫胶、挂胶现象,是否有白斑、气泡,若发生上述情况应及时汇报并采取处理措施;
(4)内衬深度固化,准备进行下道工序。
三、玻璃钢储罐上下封头成型加强。封头按结构分内衬层和结构层。
(1)封头内衬层成型与筒体内衬成型工艺及原材料相同,采用喷枪喷射和手糊结合方法成型,树脂含量高。封头内衬层铺设完毕,深度固化。
(2)铺设封头结构层,喷枪喷射喷射纱与玻璃布交替进行。玻璃布各单层铺设过程中应施加合理的张力,相互之间适量搭接,并用组合压辊反复滚压赶出气泡以保证纤维完全浸透。要求各增强材料层达到设计的树脂含量要求。
(3)过程检验,深度固化,脱模。
四、玻璃钢储罐组装。
(1)将固化好的封头脱模,切割成设计文件规定的尺寸,然后吊装到模具顶端,用短切毡手糊筒体上拐角,使封头和筒体达到无缝连接。
(2)罐底的制作。采用经过水泥钢筋加固的平整地面,制作罐体底封头。其制作直径大于罐体直径,以方便罐体外部拐角加强。罐底制作可以和筒体缠绕交叉进行,以缩短工期。
(3)过程检验。检查上封头和下封头是否存在气泡和白斑,有问题及时处理。
五、玻璃钢储罐整体加强。
(1)将组装好的设备壳体接入数控纤维缠绕机,启动设备在内衬层外表面开始缠绕玻璃纤维纱。根据天气和温度适当调节固化剂和促进剂含量,保证罐体固化时间和缠绕速度相匹配。
(2)用短切毡局部加强下封底与筒体拐角应力集中区,调整缠绕角及封头包角,依适应封头应力集中特性。
(3)采用一高三多、退缠进喷,喷射纱、环向与交叉缠绕交替进行,并通过调整内衬转速及纤维张力,保证罐壁树脂含量。调整缠绕设备及缠绕参数,整体加强中交叉缠绕的缠绕长度大于设备筒体长度,设备主体旋转1200,缠绕纱对设备上下包敷,并同时加玻璃布以提高设备轴向拉力。
(4)过程检验,缠绕完成后,深度固化,检查缠绕纱是否有架纱和明显缝隙和溜挂树脂,有问题及时处理。
(5)外保护层。整体制作完毕后(包括配件安装),喷涂防护层,抗老化胶衣树脂添加紫外线吸收剂、增韧剂。
六、装配管口。根据图纸划线定位,开孔安装管口。
七、送检。通知设备验收部门、质检部对设备进行验收。